 38(050) 358-71-05
38(050) 358-71-05 info@navko-teh.kiev.ua
info@navko-teh.kiev.ua
Журнал Сварщик, 2018г, №5 (123)
Раздел: Автоматизация сварочного производства
Установки производства НАВКО-ТЕХ для автоматической дуговой сварки сосудов.
Для сварки кольцевых и продольных швов стальных цилиндрических сосудов небольших размеров (длина до 2 000 мм, диаметр до 800 мм) ООО «НАВКО-ТЕХ» предлагает ряд автоматических установок, которые применяются при производстве бойлеров, огнетушителей, воздушных ресиверов, гидроаккуму- ляторов, емкостей для хранения жидкостей и др.
Сварные соединения, которые, как правило, присутствуют в конструкции сосудов, показаны на рис. 1. Здесь:
1 – шов сварного соединения горловины с донышком,
2 – продольный шов обечайки,
3 – шов соединения бонки с обечайкой,
4 – кольцевые швы донышек,
5 – соединения двух штуцеров бойлера с донышком.

Для сварки швов №1 предназначены установки АС305-1 (рис. 2) и АС349 (рис. 3).
В этих установках сварка выполняется с вращением деталей. Перемещение горелки в позицию сварки и ее возврат в исходное положение, а также фиксация свариваемых деталей, выполняется пневмоприводом.
Для сварки швов №2 обечаек из нержавеющей стали ООО «НАВКО-ТЕХ» предлагает установку АС333 (рис. 4), обечаек из низкоуглеродистой конструкционной стали – АС308 (рис.5).
В установке АС333 сварка выполняется неплавящимся электродом с подачей присадочной проволоки (способ ТИГ с присадкой) с клавишным прижимом кромок на медной водоохлаждаемой подкладке. В установке АС308 – то же способом МИГ.
Обечайки с малыми размерами могут загружаться и сниматься с установки вручную без каких либо дополнительных приспособлений. Загрузка массивных обечаек не должна повреждать медную подкладку на центральной консоли. С этой целью установка оснащается загрузочным устройством (рис. 6).


Рис. 6. Устройство загрузки обечаек на установке АС308-2500>
Обечайки толщиной свыше 1.5 мм должны быть собраны на прихватках с гарантированным постоянным по длине обечайки зазором 0…1.0 мм. Обечайки меньшей толщины и имеющие достаточную податливость для их ручного деформирования при сведении кромок свариваются без прихваток.
Для сварки шва № 3 предназначена установка АС360 (рис.7).

Рис.7. Установка АС360
В этой установке изделие неподвижно, а сварочная горелка вращается вокруг оси бонки по круговой траектории. Такое решение применимо при большой разнице в диаметрах обечайки и бонки (рис. 8).

Рис. 8. Соединение бонки с трубой; сварено на установке АС360.
Если эти диаметры сопоставимы, круговое движение горелки должно выполняться по седловидной траектории, соответствующей линии пересечения двух наружных цилиндрических поверхностей бонки и обечайки. В этом случае установка оснащается двумя программно управляемыми сервоприводами, которые обеспечивают синхронное вращение изделия и вертикальное смещение горелки. Задание траектории перемещения горелки выполняется вводом с панели управления величин диаметров бонки и обечайки.
Для сварки кольцевых швов №4 соединений обечайки с донышками ООО «НАВКО-ТЕХ» предлагает следующие установки:
АС305-2 (рис. 9) – для МИГ-сварки одновременно двух кольцевых швов. Установка может быть оснащена устройствами механического слежения за линией соединения в радиальном и поперечном направлениях.
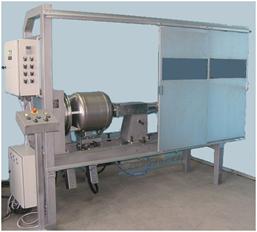
Рис. 9. Установка АС305-2. Исполнение с защитными шторами.
АС305-1Эн (рис 10) – для поочередной ТИГ-сварки двух кольцевых швов с ручным перемещением горелки от одного шва к другому.
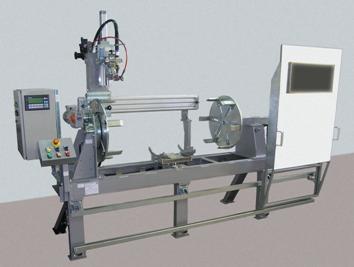
Рис.10. Установка АС305-1Эн.
АС413 (рис. 11) – двух кольцевых швов с механизированным перемещением горелки от шва к шву.

Рис.11. Установка АС413.
АС412 (рис.12) – комбинированная установка для поочередной ТИГ-сварки двух кольцевых швов толстостенного сосуда, а также продольного шва №2 обечайки и кольцевого шва №1 соединения горловины с донышком. Последний шов сваривается с механизированным поворотом сосуда в вертикальное положение.

Рис.12. Установка АС412.
Для сварки двух штуцеров к донышку – швы №5 - предназначена установка АС312 (рис. 13).

Рис.13. Установка АС312.
Сварка выполняется способом ТИГ с внутренней стороны донышка за счет оплавления торцов двух трубок. Установка имеет трехпозиционный стол с пневмоприводом. В первой позиции выполняется сборка свариваемых деталей, во второй – сварка первого штуцера, в третьей – сварка второго штуцера.
С более подробной информацией о предприятии ООО «НАВКО-ТЕХ» и описанием выпускаемых им установок и роботов можно ознакомиться на сайте: http://www.navko-teh.kiev.ua