 38(050) 358-71-05
38(050) 358-71-05 info@navko-teh.kiev.ua
info@navko-teh.kiev.ua
Журнал Оборудование и инструмент для профеессионалов, 2023г, №2
Раздел: Металлообработка
Новинки «НАВКО-ТЕХ»
для автоматической дуговой сварки

Предприятие ООО «НАВКО-ТЕХ» (г. Киев, Украина) - производитель автоматических установок и роботизированных комплексов для дуговой МИГ, МАГ, ТИГ сварки и наплавки. Более четырехсот единиц такого оборудования была создано фирмой с момента ее основания в 2001 году. Их отличает высокая надежность и долговечность, что в сочетании со сравнительно низкой стоимостью по прежнему, как и в довоенный период, вызывает заслуженный интерес у отечественных и зарубежных производителей разнообразных сварных изделий.
Одна из последних разработок фирмы, выполненная по заявке ООО «AUTOTERM-BAKU» (г. Баку, Азербайджан) - комплект автоматических установок для сварки деталей из нерж. стали автомобильных обогревателей.
Сварка выполняется неплавящимся электродом с подачей (или без) присадочной проволоки.
Размеры свариваемых узлов: длина до 500 мм, диаметр – от 40 до 200 мм, толщина стенки 0.5 – 2.0 мм.
В комплект поставки входили три типа установок:
- АС333 — предназначена для сварки продольного шва обечайки (рис. 1);
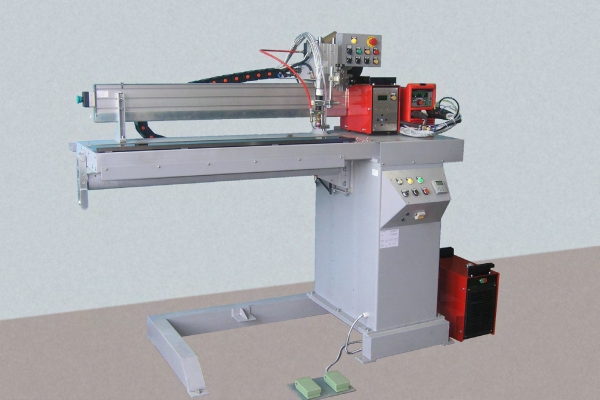
Рис. 1. Установка АС333 для сварки продольного шва обечайки
- АС399‑С1 — предназначена для сварки кольцевого шва корпуса (рис. 2);

Рис. 2. Установка АС399-С1 для сварки кольцевого шва корпуса
- АС 399‑С3 — предназначена для сварки седловидного шва соединения корпуса с бонкой.
Особенности установок:
- программное управление всеми механизмами и устройствами установок, а также диагностика их состояния, выполняется от контроллера;
- в установке АС333-500 продольный шов стыкового соединения обечайки сваривается на медной подкладке с жидкостным охлаждением, с клавишным прижимом кромок и с поддувом защитного газа с обратной стороны шва;
- в установке АС399-С3 перемещение горелки со сварочной скоростью выполняется по седловидной траектории - линии пересечения двух наружных цилиндрических поверхностей корпуса и бонки (рис. 4). Такая траектория движения достигается синхронным вращением горелки и ее вертикальным смещением с помощью двух программно управляемых сервоприводов. Задание седловидной траектории перемещения горелки выполняется вводом величин диаметров свариваемых «Бонки» и «Трубы», а также программирования положения точки начала сварки;
- установочные перемещения горелок выполняются пневмоприводом;
- вращение изделия и сварочные перемещения горелки осуществляется сервоприводом;
- установки оснащены экранами для защиты сварщика от светового излучения дуги;
- предусмотрено «левое» и «правое» исполнение установок АС399-С1 и АС399-С3 для обслуживания одним рабочим поочередно двух установок;
- обеспечена быстрая переналадка установок на сварку деталей разных размеров.
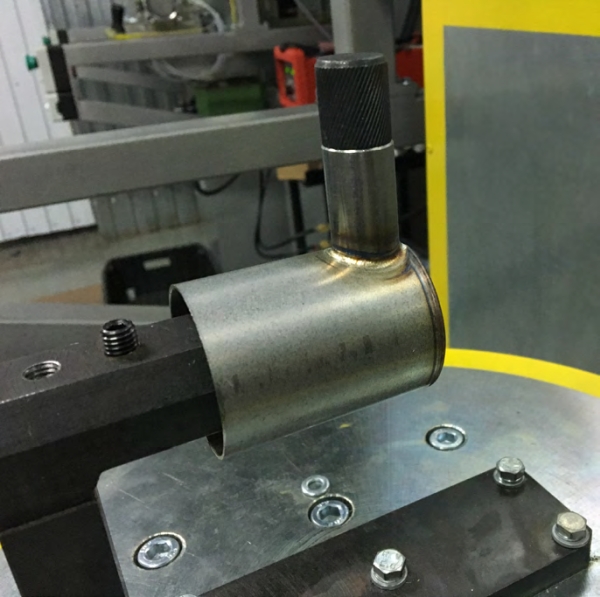
Рис. 3. Седлоподобный шов соединения бонки с корпусом, сваренный на АС399-С3
С более подробной информацией о предприятии «НАВКО-ТЕХ» и описанием выпускаемых им автоматических сварочных и наплавочных установок, а также робототехнических комплексов можно ознакомиться на сайте http://www.navko-teh.kiev.ua